
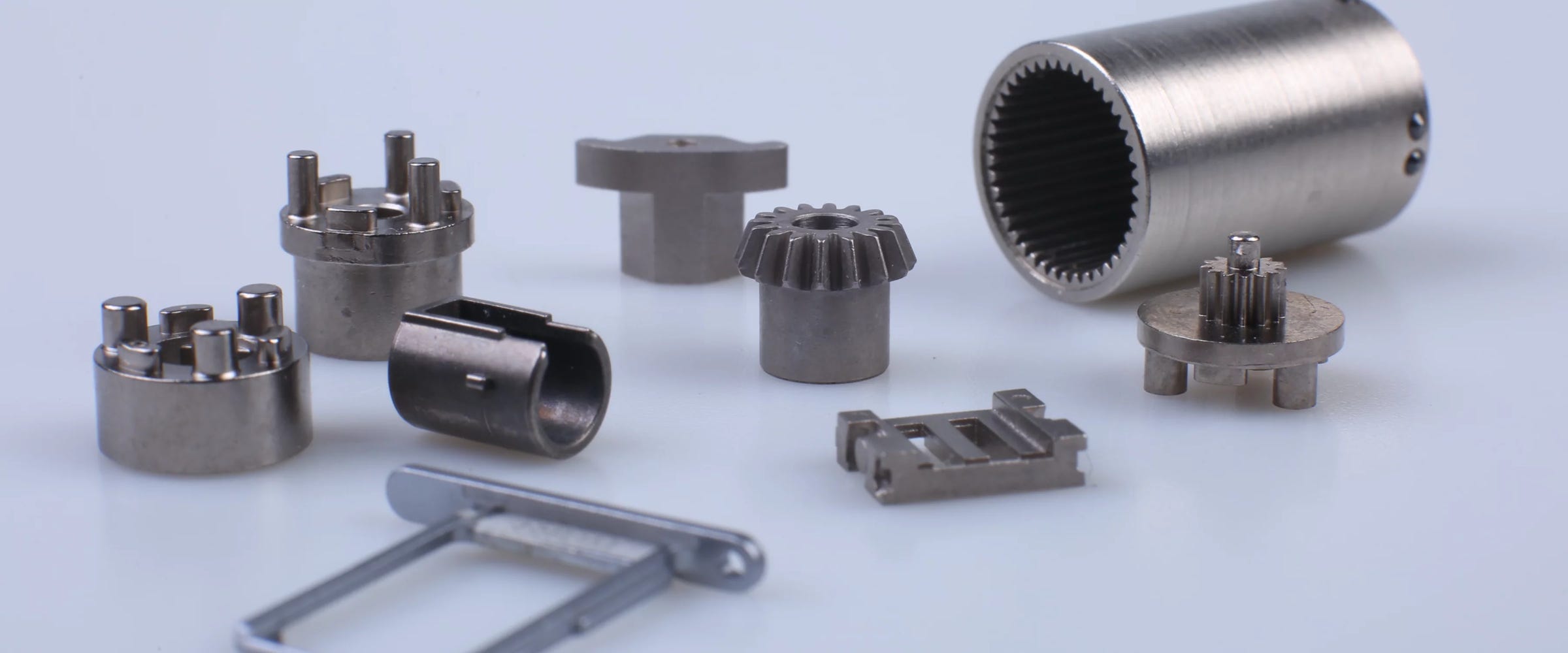
SOLUTIONS with PIM technology
Foresee Technology uses state-of-the-art PIM technology to create high performing and precision components to almost any level of complexity, also develops the unique process for innovation.
A.Manufacturing In-house Facilities
Foresee Technology has advanced manufacturing machines, with high precision and industrial scale throughout, the machine list covers Sodick, Makino, Arburg, Nissei, Shimadzu, etc.


B.Product Reliability
Well-equipped testing center
Foresee Technology provides wide variety of test equipment and tooling to coordinate with customer on a practical quality control program, and quality data analyzing report. Our passion is to provide customers with high-quality products.


C.R&D Innovation
Simulation Technology for Injection & Molding
Foresee Technology has a rich experienced engineering team who provides molding simulation and analysis to predict future manufacturing issues at the design phase, which anticipates the majority of defects in PIM components occurring during injection molding, also automatically generates optimized tool and designs by analyzing multiple variations of gate location and type.


Material Development
PIM offers greater design freedom than many other production processes by freeing designers from the traditional constraints associated with stainless steel, low alloy, tool steel, soft magnetic alloy, special alloy, ceramic and others. We offer expertise in research and material development.

Cost advantages
There are a number of factors during our designing that can reduce or eliminate the need for secondary machining after sintering, which will reduce overall component cost. It’s always our aim to peruse a cost benefit solution complying with customized
PIM PROCESS
There are a range of materials that can be processed along with specified properties when use PIM technology, followings are the main process steps introduction of PIM.
1, Feedstock
Fine powders are mixed with thermoplastic or wax binder in a precise recipe. The compounding process creates a homogenous feedstock that can be injection molded.PIM can achieve 95% – 98% of theoretical density, which means we can achieve tight tolerance and produce small and complex parts in high volumes.

2, Molding
The equipment and technology of Powder Injection Molding are similar with Plastic Injection Molding. Feedstock is put into injection machine, heated, melted and injected into mold cavity under high pressure. After cooling down, green parts form, and eject from mold. Mold can be designed into multiple cavities to increase capacity. Mold cavity dimensions should be about 20% larger than the finished product dimensions, to make up the shrinkage in sintering. The shrinkage ratio of each material is accurate and certain.

3, De-binding
Binder removal (de-binding) involves several steps to get “green part” removed from the binder. Most of the binders are removed before sintering, while there are always still some binders existing for holding the metal powder particles together. Once de-binding completed, the component is referred to as “brown part”.

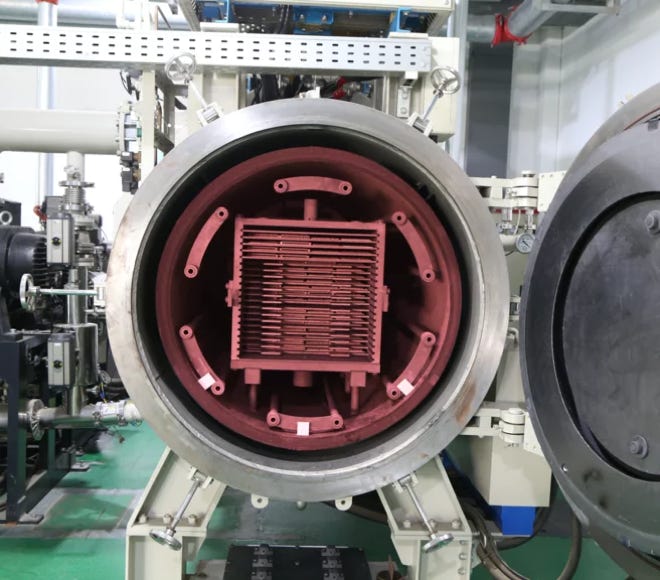
4, Sintering
The sintering process leads to the elimination of most of the pore volume formerly occupied by the binder. The “brown part” reaches near the melting point of the material during sintering, and becomes to a solid part, giving its final density and strength.
5,Shaping
Due to the big shrinkage ratio in sintering process, some parts’ geometric profiles may deform. Shaping process can bring the profile back under high pressure with designed shaping tooling.

6,CNC
The tolerances of sintered part can be ±0.1~0.3% of related dimensions.CNC process can make sintered part achieve higher accuracy.
7,Surface Teartment
According to customers’ needs, some products may need surface treatment after sintering. The surface treatment we can do includes polishing, sand-blasting, plating, epoxy coating, etc.
